
The story: The story begins when we purchased a Hardinge HLV-H toolroom lathe in October of 2010 in order to realize a longtime dream to make our own rod hardware for our Classic Series Rods. These have proved very successful, but more rewarding to me personally, was how enjoyable I found machining.
It wasn’t long before I began looking for a new challenge, and reelmaking seemed the obvious choice. There were three main motivations:
1) Admiration/Challenge: I have long admired the craftsmanship of the reels of Edward vom Hofe, but with trout reels bearing his name selling for $5,000 and up, I knew I’d never own any on a rodmaker’s salary. I believe these were the finest reels ever made, an extraordinary meld of technical ingenuity and a design aesthetic so refined and beautiful they could easily find a place in any museum of art or design. But could I make one?
I had at my disposal a very good lathe, and I could choose to spend my evenings either sitting on my butt or doing something constructive and educational. I chose the latter.
2) Ego: Looking back through history, there was only one other rodmaker who made an appreciable number of high quality rods and reels: Ed Payne. If I could do the same, it would place me in extremely rare company.
Some rodmakers in the past have had reels made under their name, contracting out to have the parts made and perhaps even assembling those parts. That’s fine, and maybe even economically sound, but where is the challenge, learning and skill in that? So, I wanted every last screw, washer, spring, handle and case…every last part, to be made personally by my own hand. No corners cut, no cheating. All on manual machines, just like they were made in 1900.
3) Professional growth: I found reelmaking to be a very enjoyable apprenticeship. Although these reels will not be cheap, they are not being made for money. A musician once said,
“I don’t make music for money, although I do take money for my music.”
That is the sentiment behind these reels. I’ve already turned one hobby into a business! So, I will make these reels only when I wish to, and in very small batches. No timeframe set in stone, no deadlines, no pressure except what is self-imposed to make them as perfectly as I possibly can. Once a limited number in a batch is crafted, they will never be repeated.
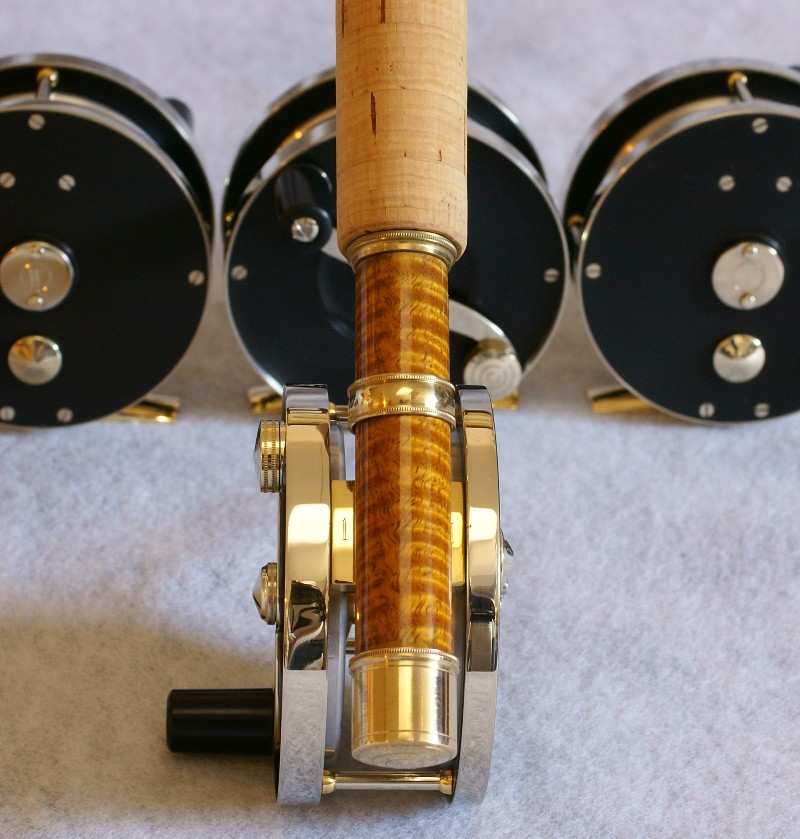
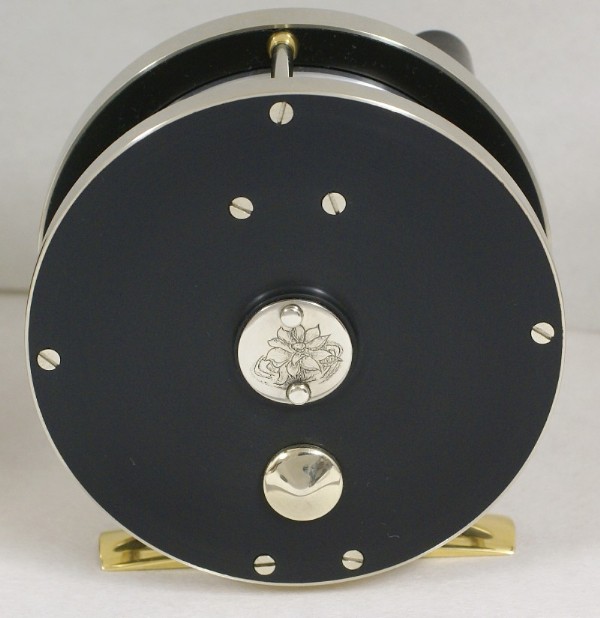
The J.D. Wagner Model #1, Batch #1 Reel

Nine of these have been made, all presold. This is a 3” fixed click reel for 4 or 5 wt line, with a duo-tone click which can be switched on or off, and bimetal raised pillars. Design details include knurling and the counterweight bull’s eye mirroring our Classic Series hardware, delrin side plates with nickel silver safety bands, crank handle, counterweight and screws. Each comes with a unique Russian nesting presentation case of delrin and aluminum of my own design that mirrors the reels within, engraved with the owner’s initials in interlocking script. No expense or amount of time has been spared, all work personally executed. 5.9 oz. with brass foot, 5.3 oz. with aluminum foot. Sixty-nine individual handmade parts.
Guarantee: Lifetime for materials and workmanship.
Next: These reels have design elements that will form the basis for Model #2, Batch #2, which will be a Vom Hofe Perfection Model 360 #1 (a 3" reel for 4 or 5 wt. line) in hard rubber with spun nickel silver spool side plates. The adjustable drag will be either of the vom Hofe type, or my own design. Feet will be formed from nickel silver. This next run is limited to 12 reels, and will be approx. $2,600, and available approx. January 2016, and presented in a personalized, monogrammed case. Those interested may wish to inquire in advance to secure with deposit, and proceed with patience. Owners of Model #1 will be granted first privilege, followed by owners of Wagner rods.* They will be astounding. We would be honored to make a matched set of Wagner Classic rod and reel, something we alone have the abilities to craft. Contact us to reserve.
* As of this date, 5/9/2015, all of the 12 reels have been pre-reserved.
Gallery: Click for large versions.


Views, Timeline and Thoughts From the Shop
Below is a narrative of how I got into this craziness, and some pics of the two-year process. I’d like to thank some people who came along for the journey: Joe Tinko aka Pope Julius; our friend George McCabe, who graciously let me examine his reel collection; my brother Jim Wagner for technical assistance and tooling. Also, many thanks to those who had faith and purchased a reel from this batch, sight unseen, long before they were completed.
Christmas in October
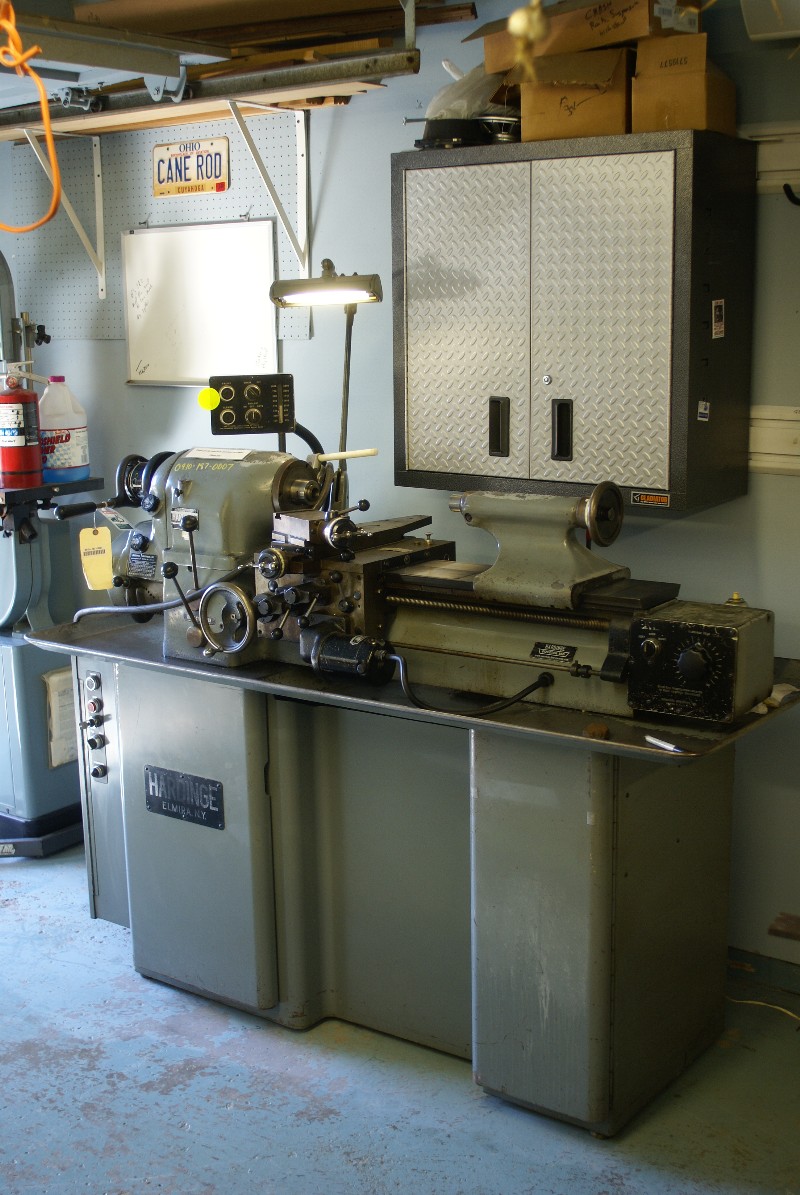
October, 2010: Our toolroom lathe is delivered. Since I became a full-time rodmaker in 1995, I have only been seriously nervous three times: My first public show, when Casimira came on board full-time, and when we bought this lathe.
This purchase represented an enormous risk for our little business. We purchased it as a recession was raging. Businesses were laying off and cutting inventory, orders for durable goods (including flyrods!) were drying up, the used-rod market was flooded with tackle from people who needed quick cash, many rodmakers were going into hiatus or beginning to think about other jobs. But I had faith, perhaps a naïve faith, that I could make rod hardware and a certain collector segment would appreciate it.

My Baby is Delivered……..
In retrospect, this has been one of the most rewarding decisions I have ever made, and in just a few months I had completed our first Classic Series rod, which we premiered at the Somerset show in January, 2011. The Classic Series rods are an homage to the early rods of Leonard and Ed Payne, where the reel seats and ferrules are particularly beautiful, before their designs were simplified. I began thinking, ‘wouldn’t it be cool to make a matching reel?’……………………….
Priceless
I got started on this batch of reels on January 27, 2013 at 8 pm, according to the EXIF data on this pic. The delrin came through the mail, and the first step was to part and rough the sideplates. A couple days later, the same was done in aluminum for the spool sideplates.
I remember being very excited, taking some pics and sending them out to a few friends with the caption: “ Lathe, $5,000. Phase converter, $500, Rigging $450, Electrician $300. Cutting my first reel sideplates? Priceless!” I wasn’t counting the cost of the tooling, which was adding up at an alarming rate.
For example, in this picture I see a live center ($275), an original Hardinge steady rest ($245, used…a steal!), a Hardinge 3-jaw chuck ($300, used) and a quick change toolpost with numerous tool holders acquired for it, about $1,000.
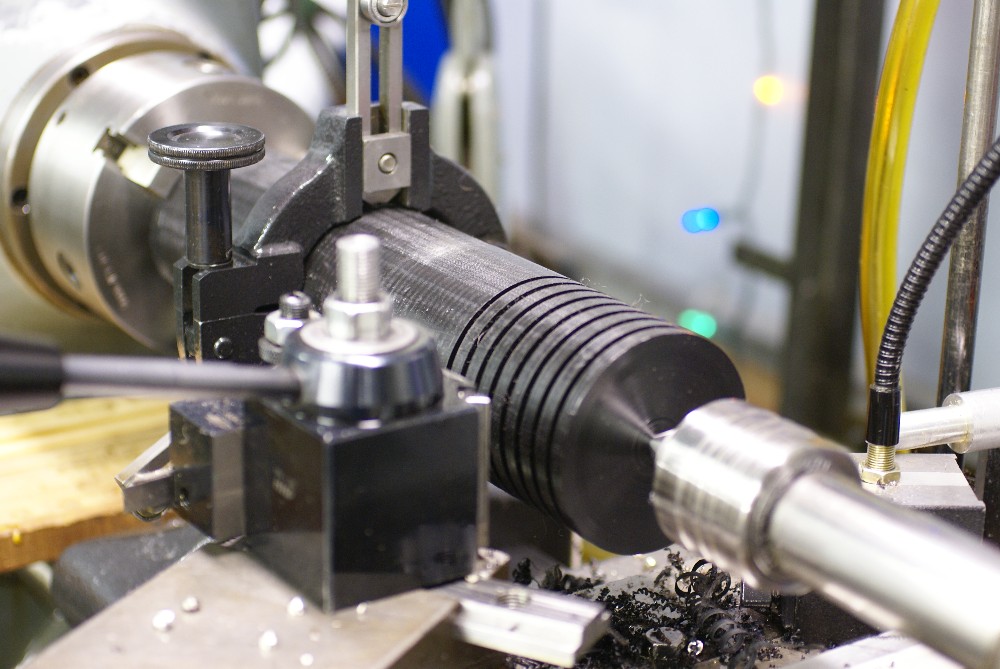
Sideplates, January 2013
Spool Sideplates, January 2013

Sideplates Roughed In, January 2013
Why Has it Taken So Long?
People immediately started asking when they would be done, and whenever I’d offer a time estimate, I ended up being wildly off the mark. Finally, I told a friend that since I had missed so badly on my estimates, I was no longer going to even guess when they would be done. He said, “now you sound like a reelmaker”. I had arrived, I guess.
Even though I was doing this only when I had spare time and energy late at night, my missed estimates were eating at me. We’ve always been very proud of keeping our promises to rod customers about our delivery timeframes. We’ve quoted people out as far as a year and a half to get a rod, I had only been ‘late’ once in 20 years, and this was by about a week. I have always considered it extremely unprofessional for builders to promise a delivery time and then miss it wildly, or never deliver at all.
So one day while at the bench I was pondering just why I could be so wrong. Looking at boxes and boxes of parts (and piles of fixtures and tooling), I began to wonder just how many of them there were, and tallied them up on a slip of paper. The answer: 69 parts in each reel in this batch of 9, plus prototype parts. Parts needed to be developed, jigs and fixtures made. Some, like gears, make no sense to make in a batch of 9 or 10, so I’d make 100. That’s where the time went, and missing my guess-timates over and over again was because I didn’t appreciate the size of the tasks ahead.
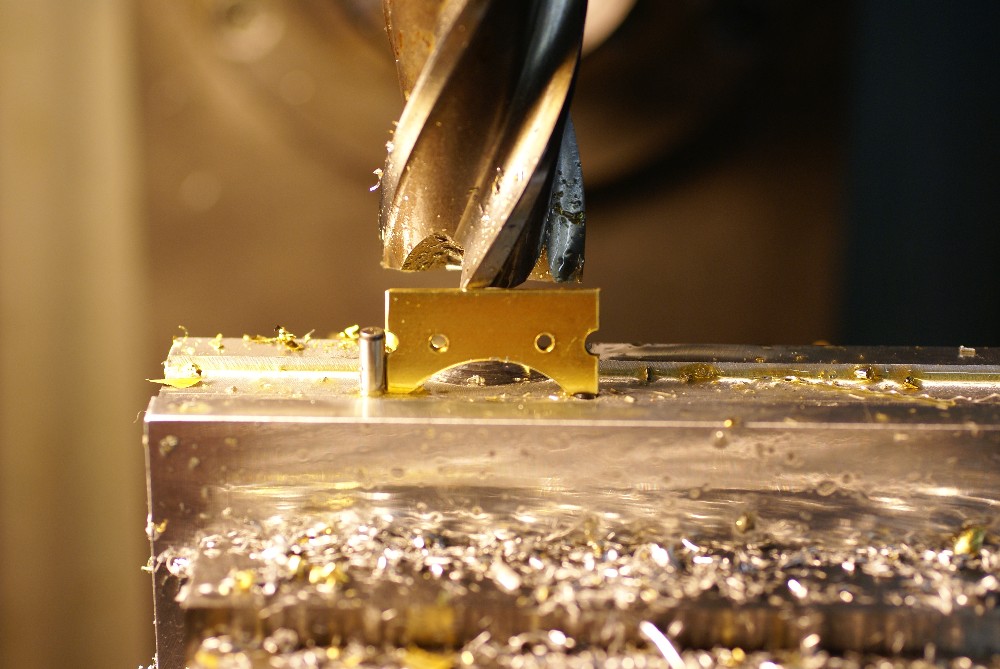
Drilling and Tapping Pillars, February 2013

Pillars, February 2013

First Screws, February, 2013
I also didn’t take into account other factors. For instance, a reel typically comes with some sort of case. It seemed silly to go through all the effort of making a reel from scratch and making every last part, only to buy a case. So, those had to be developed and made. The design of the case included a plaque engraved with the owner’s initials. I couldn’t allow the engraving to be done outside of the shop, so I needed to learn that. It’s gone on and on like that…..
A New Addition
It became apparent that I would also need a milling machine to make some of the parts. In May of 2012, I found one near Detroit, and drove up to take a look. The machine started its life at Bell Laboratories, I would guess in the late 1950’s, and then found its way to the owner, who had never done anything with it. It was still strapped to its shipping pallet!
I got various quotes to have it rigged in professionally, all of which were much more than I wanted to pay, so on Mother’s Day we rented a Ryder liftgate truck and off to Detroit we went. Just outside of Detroit we got pulled over by the state transportation authority and hassled pretty well for not having the proper permits and licenses to haul the mill back to the shop. They let us off with a warning, but told us never to come back unless we had the proper permits. I told the officer he need not worry, as there was no way I’d go back to Michigan to go through all this hassle.

Hardinge Milling Machine, May 2012

Hardinge Milling Machine Joins the Lathe, May 2012
Unlike the lathe, the mill has seen a lot of use, and so a lot of ‘slop’ has to be accounted for in order for it to do accurate work. All old machines have idiosyncrasies that make running them much more than simply pushing a button or turning a handwheel, and that’s where craftsmanship comes into play.
The electricals on the machine were a jumbled mess, and it took me forever to sort them. I thought I had it wired up correctly, hit the ‘on’ switch and the only thing that happened was a ‘bang’ and a puff of ‘magic smoke’. That led to learning about circuit diagrams, ammeters, starters and contactors and heaters and 3-phase power. Trying again, this time standing well back, I hit the ‘on’ switch with a broomstick and she came to life.
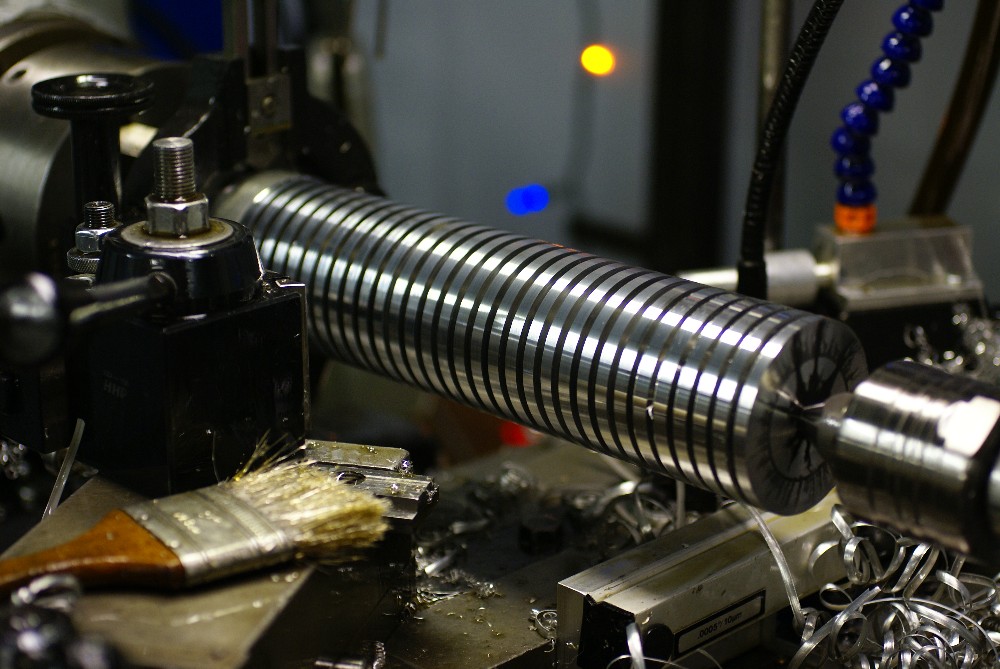
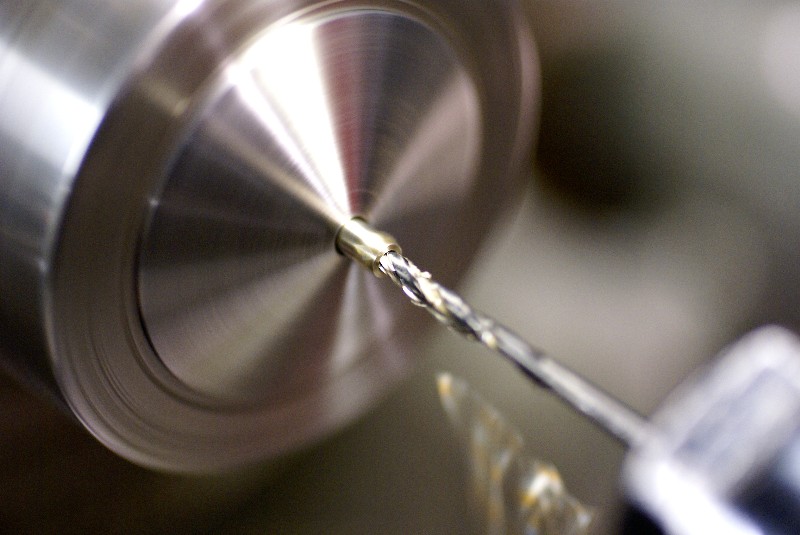
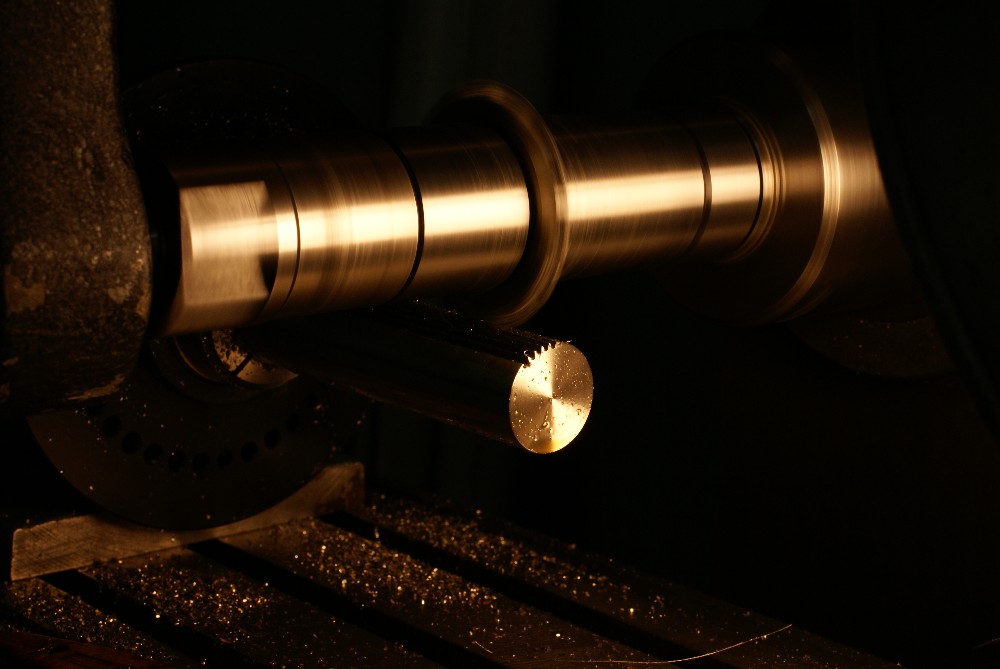
Gearing Up
I mentioned the cost of the tooling, which in the end, easily surpasses the cost of the machines. In April, 2013 I bought an indexer and some cutters and got started on cutting the gears in stainless steel. I read up on gears and learned new terms like involute, diametral, pressure angle, pitch diameter.
This is one of those parts where the setup and cutting time on a manual machine can only be recovered by making a whole batch. Once done, I had enough gears for more reels than I’ll ever make. The nice thing about cutting these, though, was I could index to cut a tooth, engage the power feed and go plane a rod strip while the machine cut away and then trip off at the end of the cut. I’d hear the trip click, go back to the machine and index the next tooth, and so on. As each tooth was cut ,the sounds of the cutter and mechanical power feed, along with the smell of cutting oil, filled the shop. Intoxicating!
Still, it took a lot of time to cut the gears. A few months later I was watching the TV show ‘How It’s Made’ and they were showing making gears for, of all things, a fancy unicycle. Those gears were cut on a machine called a hobber, which is a specialized machine for making gears. When I watched it in action, cutting a perfect gear in about 15 seconds, I wanted to cry. I also now wanted a hobber. That’s how it is with machine envy.
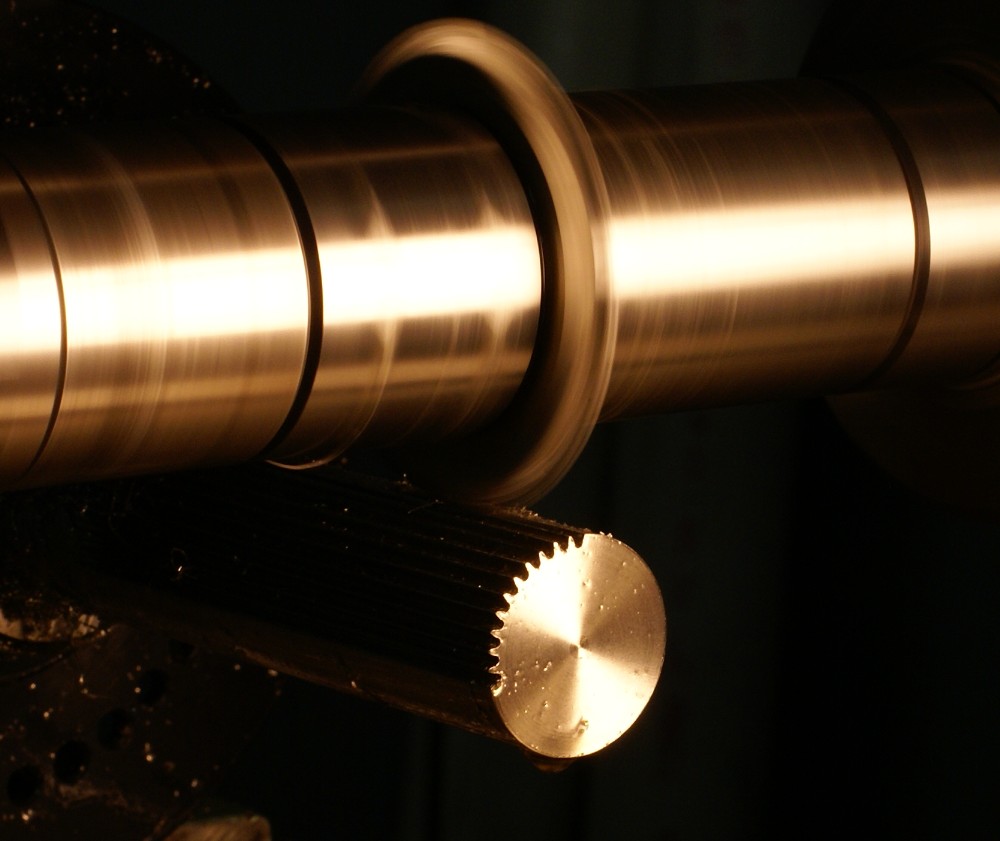
Cutting Gears, April 2013
Blowhards and Appalling Ignorance
I had wanted to make my own rod hardware almost from the beginning. I came to find within the bamboo fanatic community, a sort of hierarchy existed that placed rodmakers who made their own hardware at the top. But I also recognized that my first priority was to make rods and pay the mortgage, so that had to wait.
At a rodmaker’s gathering I was accosted by a hobbyist, who opined that rodmakers who use other’s hardware were nothing more than rod finishers. He then went on to wax poetic about George Halstead, who made and designed Payne hardware. It struck me ironic that by this doofus’ standards, perhaps the greatest rodmaker who ever lived, Jim Payne, was nothing more than a rod finisher. These are the sort of appallingly ignorant, pinheaded crackpots that can be found wherever cane rods are discussed. Speaking of appalling…
Once you have your gears cut, of course you need a pawl. Another item best made in batches…

First Pawls, October 2013

First Pawls, October 2013
Looking at these pics, I note a large jump in the timeline from when I cut the gears in April. What was I doing late at night? I’m sure there was some fishing in May and June, and in late June and into July we did 3 rodmaking classes, and had to make tooling for the advanced class. I just got settled back home at the end of classes, but then had another class to teach in Montana. But I have no idea where my nights of August and September went, although I did find pictures of working out the clutch mechanism for the next batch of reels. I may have been waiting on the Bridgeport head for the milling machine, as these were the first parts I made using it. It’s a gorgeous old head from the 1950’s, but the guy I bought it from took his good old time shipping it, so much so I was beginning to think I’d need to take a long trip to pick it- or my money- up.
On Entitlement
One interesting thing about doing this for fun is I got to experience the freedom of not having to work if I didn’t want to. This was new to me, as making rods to pay a mortgage is very, very different than making rods as a hobby. An unsubsidized builder has to stay pretty much chained to the bench as the economic pressures are unrelenting.
My work day typically begins by booting the computer at 8 am. We eat dinner late, so I quit between 7 and 8 pm. Every day, 7 days, for 20 years. On nights where I could find the energy and inclination to work on reels, I’d go back out to the shop after dinner. Sometimes only for an hour or so, other times Casimira would poke her head in the shop well after midnight, “do you know what time it is?”
I really enjoyed this freedom, although working in short periods like this often left me with a feeling of discontinuity…where was I? I found the most energy when tackling a new problem, and the making of jigs and fixtures I find the most fun. The rest, making 150 screws, for instance, is just work.
Speaking of jigs, once I had the pawls the next items were making the springs and spring clips. The spring provides pressure on the pawl, and the clip holds the spring on the inside of the rear sideplate. For the springs I made two jigs, for the clips, four. I had a lot of fun learning how to make springs, trying different materials in various diameters and tempers before being happy with the right amount of tension and sound of the click.

Making Springs, November, 2013
Making Spring Clips, November, 2013
On Simplification

Cast/Machined Frame Constructions vs. Pillar-Style Construction
Making these reels has taught me a lot about simplification as it relates to manufacturing items, and provides a clue as to why reels of this type stopped being widely manufactured. Consider just the body of the reel. You have 2 sideplates, 2 rims and numerous pins to secure them (I use 6 on each side), 3 pillars which are each made from 3 pieces of stock, a foot and 10 screws that hold everything together. Total: 36 parts.
Now consider a body made from a single piece of barstock or cast and finish machined, like a Hardy Perfect or Lightweight. You have the body itself and the foot, with perhaps only 2 screws to hold the foot. Total: 4 parts., 1/9th of the above design! Substitute the screws holding the foot with rivets, which can be made even faster than screws, and you’re talking some incredible simplification. Any question which is easier, faster, reasonably priced and yet more profitable to make? Only a moron would make a reel like the vom..oh, wait…
Why Do It This Way?
I had a lot of questions about why I would bother to make reels using old manual machines, with the attendant labor costs when it came to price the reels. Truth be told, even where these reels are priced, I’m not making money. It’s all for the challenge and joy of learning, the apprenticeship and ego gratification I speak of at the top of the page.
CNC machining is a wonderful thing, it’s what makes all of our consumer items affordable. I just have no desire to learn it at this point in time.
The other part of the equation is cost: CNC machines cost a bundle and shops that own them typically buy them on a note or lease terms. In order to meet payments, they are constantly nagged by a ‘feed the machine’ mentality, where any downtime is money lost. Once the programming is set, along with a bar feeder, you can literally load the machine, hit start and take a nap, wake up a couple hours later and ‘feed the machine’ again. There is no need to buy your own machine, as there is already excess CNC capacity, and one could go to a machine shop to have them make parts cheaply and efficiently in large runs.
I see this as a slippery slope. You can make huge batches of very nice reels, but then have a new problem: selling them. And the next logical step is to cut costs even further. After all, a CNC machine doesn’t know or care if it’s in a shop in Cleveland or China. There are plenty of those reels out there already, and I have no desire to chase my tail and become just an assembler of premade parts.
Getting My Footing
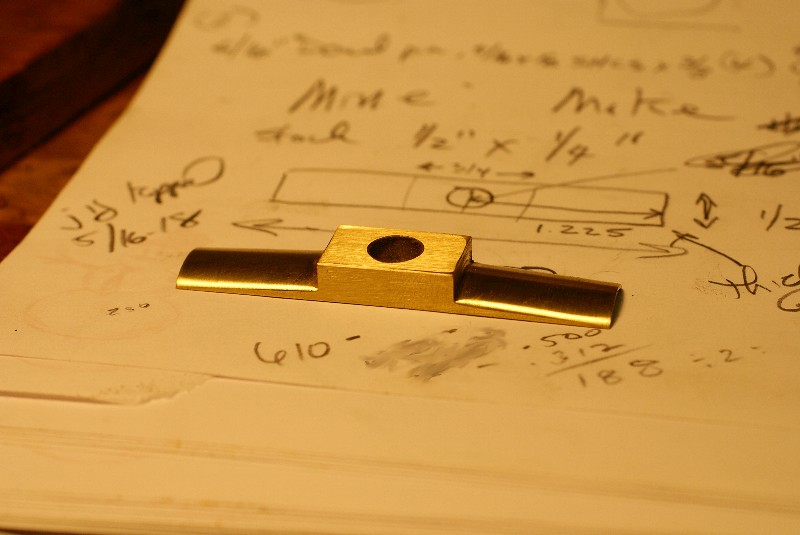
Foot Experiment Designed with PencilCad™, January 2014
A constant challenge that arose for me was how to make parts with the tooling and machines I had, instead of outsourcing or spending my way out of trouble. I found it like a puzzle or a math problem, and the most rewarding thing for me was working out the answers.
An example was making the feet. On the EVH reels I was hoping to emulate, the feet were cast. This meant needing to have molds made for each size of foot. While the prospect of having some use for all the scrap nickel silver from making other reel and rod parts was attractive, the cost of a mold for every different foot I plan to build in the future was prohibitive. And unless I personally made the molds, in keeping with the spirit of doing this, buying them was not a viable consideration. But it sounded much faster to just melt some scrap and pour it into a mold, and that was very tempting!

Cutting Bottom Foot Radius on Mill with Form Cutter
But I was eventually able to work out some fixtures to make the feet. I made 4 different fixtures for various steps. One day a gentleman stopped by to pick up a vintage rod while I was working on the feet. “That’s a really slick fixture,” he said, which should have been a clue to me he had some level of machining knowledge. He reached to pick up a foot, and I warned him to be careful as I had not deburred the parts. He said, “I know, I was a Tool and Die maker for twenty years.” That made me feel really good.
In a rare bit of foresight, I designed feet in brass that are made in two parts. This is because the feet on the next batch of reels will be made from nickel silver, and stock large enough to make a one-piece foot is unobtainium, so will have to be made in two pieces. I also made some one-piece feet in aluminum, which allow a weight savings of .5 oz over the brass.
Clickety Click
Once the springs and spring clips were done, I was anxious to put them together in a mockup to see how well they worked. I made up a prototype on/off button and a fixture similar to a reel sideplate and mounted it in the lathe for a little torture testing. I started the lathe out at its lowest setting, 125 rpm, then increased the speed, while kicking the on/off button in and out to check its function. I increased the speed to about 2,200 RPM before the pawl sprung from the gear. I was pretty confident that wasn’t going to happen in real life!
I then made an aluminum mockup of the reel itself and mounted it in the mill so the mill spindle would turn the crank. I’d run it for hours at various spends, forward and reverse. I added lapping compound (grit) to the gear and pawl to check for wear. I loved hearing the sound of the click, the first mechanism I ever made.
The springs are ‘fiddly’, no other word I can think of describes them better. Very slight changes in their shape and how they interact with the pawl make a difference in the sound the reel makes as well as the ingoing and outgoing tension. Each one is unique. I’ve always liked a very soft click on my reels, and have modified their pawls and springs to quiet them. But some people love a very loud click! I once sent out a very nice, expensive used reel to a customer who returned it because he couldn’t stand the racket it made, then promptly sold it to someone who loved it.
Mockup, March 2014
I fished the mockup for the 2014 season and was very happy with its performance. It was a thrill hearing the sound of a fish run! What I found interesting was the weight of this solid aluminum and brass mockup didn’t bother me at all.
Getting Cranky
This reel was designed and chosen to make first, but that wasn’t my original intent. What I wanted to do was make a straight Perfection 360. But it soon became apparent I needed an intermediate steppingstone to get to that goal. The 360 has even more parts, many of which I’ve already made and are common to both, but this reel allowed me to build the tooling and experience to make both reels.
For instance, the duo-tone spring, on/off click button mechanism, sliding oil port cover, gear, pawl and cranks are the same on both models. The next ones will of course add a drag, larger and finer-crafted screws, and a foot from nickel silver and sideplates in hard rubber.
But about that crank…….It was gnawing at me. Like the foot, the gorgeous serpentine handles on the original EVH reels were cast or stamped, so how was I going to make them in shop? I asked my machinist/engineer brother. His response: outsource it! Thanks, lot of help there bro!

Crank Development, August, 2014
So the cranks and safety rims were the last two hurdles to finally finishing this batch. To fish my mockup reel, I had just used some aluminum barstock with a dowel pin pressed in. Next, I made up a fixture for the mill and started with a straight design. It worked, but I really wanted those gorgeous curves of a serpentine handle. Back to the drawing board with layout dye, compass, jeweler’s saw and files. Various trials, over and over until I finally felt it was right to my eye. I still like the chunkier form of the ‘fatter’ EVH cranks (there are many different forms!), but I’m happy with this one, too.
The nickel silver counterweight features a bull’s eye and same radius as the endcaps of our Classic Series hardware, along with the same knurling. Small details for conceptual continuity!

Missing Time
As mentioned above, I’m still amazed at how long this took and trying to find where that ‘missing’ time went. I was going thru a box of parts and came across a bag of oil port discs, of which I made a large batch. As simple as this part is, it again turned out to be a challenge to work out.
The sliding oil port disc was first used by EVH c. 1895. It allowed the owner of the reel to just swivel the disc aside to lubricate the bushing on the backside of the plate, and protect against dirt from entering. Extremely ingenious in simplicity, no tools or disassembly are needed to oil your reel!
To make these I start with sheet stock and a punch and manually punch them out on the arbor press. This is good work for evenings when you can’t get anything right and need a mindless task. The punch leaves a burr on the backside of the disc, so they have to be deburred. Then the face is polished, two holes are drilled and deburred, a decorative circle placed, and engraved with a ‘W’. Aside from the model and batch numbers on the feet, these are the only visible markings on the reel.
I went with the simple ‘W’ as I don’t like a bunch of writing on reels or rods. Understatement. Some Zwarg reels are similarly marked, after Otto Zwarg relocated his shop from Brooklyn to St. Petersburg, Florida. Probably unable at first to afford a new stamp with his new address, he just marked them with a ‘Z’ stamp. I could relate to that! The style and quality of workmanship of EVH and Zwarg reels is so characteristic, there is no need for an identifying stamp, anyway.

Oil Port Discs, December, 2014
Two nickel silver posts are then made for each and soldered into place (one a ‘real’ post and the second just a ‘nub’) in such a way the post and disc acts as a spring. The post is then friction fit into a hole in the sideplate. It seems simple, but it is not. If the hole isn’t just the right size, it can be too loose to function well. Too tight and the sideplate may crack.
Because this is a friction fit, on old EVH and Zwarg reels you’ll sometimes see these discs just sort of ‘flopping’, the spring taken out of them from decades of use. The bearing material on my reels is made of Oilite™ and never needs lubrication, hence this disc should never need to be moved. So, this was a part I spent long hours to make just to learn how it was done. Many times I was tempted to just give in and affix these with screws. Besides me, who would notice or care?
A Screw Loose
These reels feature a compensating axle, which can be adjusted for length to take up ‘slop’ so the spool doesn’t rattle in the frame and can also be adjusted so there's some preload to the bearings, so when the reel click is off the line won't overrun. Over time, as the bushings wear, it can be re-adjusted to like-new tolerance. A little 5-44 setscrew locks the adjustment in place. A 5-44 screw has a major diameter of .125, so these things are pretty small.
When I made a mockup of the reel for field testing during the 2014 fishing season, instead of making the lock screw I used a setscrew I purchased. Covered with backing and line, I never saw it, but always was aware of its presence, mocking me and grating on my conscience. So, I knew I had to make the screws myself to feel good.

Arbor Setscrews, November 2014
One late night I made a bunch on the lathe, then took them to the mill to cut the slots. As I cut each one, I’d drop it into a cat food can. The bottom of the can was filling nicely as each little screw went ‘tink’ as I threw them in. Finishing the slotting, I turned off the mill and reached for the can and knocked it off the mill table. I still have no idea where most of the screws went, but at least I was able to gather up enough of them to complete this batch of reels. Once they are screwed into place, they are filed flush, like the action on a fine double.

Arbor Assembly, November, 2014
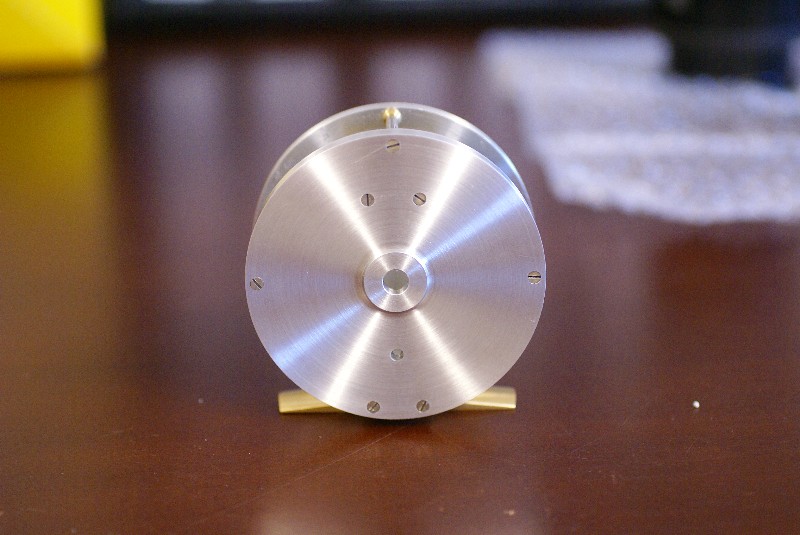
Spooling Up

Spools Assembled, January 2015
The spools were finally assembled in January, 2015. The sideplates and gears are shrink fit over the arbor and then Scotch-keyed. More learning: machinist classes of fit, coefficient of thermal expansion, etc. It takes a very quick hand to get the hot sideplates and gears onto the chilled arbor before the parts lock up.
Will the Circle Be Unbroken?
Once the spools were assembled, the next steps were to drill and counterbore the holes in the sideplates, and make the nickel silver safety bands. The sideplate drilling went easily enough, but the safety bands gave me fits, as a seemingly easy thing turned out to be much harder than I could have dreamed. At its essence it’s simple: cut some sheet stock to the correct length, roll it into a circle, solder the ends and mount on the reel.
The correct length thing was a bit of a bugaboo. At first glance, you might guess it’s 2 x pi x r. That would be wrong, so what is right? Formulas exist for doing this in a general way, but not to an exact diameter with a specific material of a given thickness and temper. But I eventually worked it out after making a nice pile of scrap nickel silver.
After bending into a circle, the ends must be soldered. Heating the bands sufficiently for silver solder to melt (1,400F) causes the metal to expand, move and distort! I tried lower temperature solder, but it wasn’t strong enough. So, much work went into fixturing the bands to keep all in place while they could be soldered, and a lot of learning about silver solder, fluxes and pickles.
Why not just get some stainless steel pipe and part off bands, which would function just as well? Because it’s too easy and not traditional!

Working Out Making the Nickel Silver Safety Bands, January/February 2015
Next steps were to trim the bands, mount them on the reel and pin them in place. On original EVH reels, they are held in place with 4 pins, but I used six on each. I suppose you could space the pins freehand around the edges, but I liked the precision of using the indexer to space them all at the same points. The pins are held in with a friction fit, but I added some Loctite, too. Once the rims are mounted and polished the reel is transformed from a rather drab object into jewelry.

Rims Mounted February, 2015
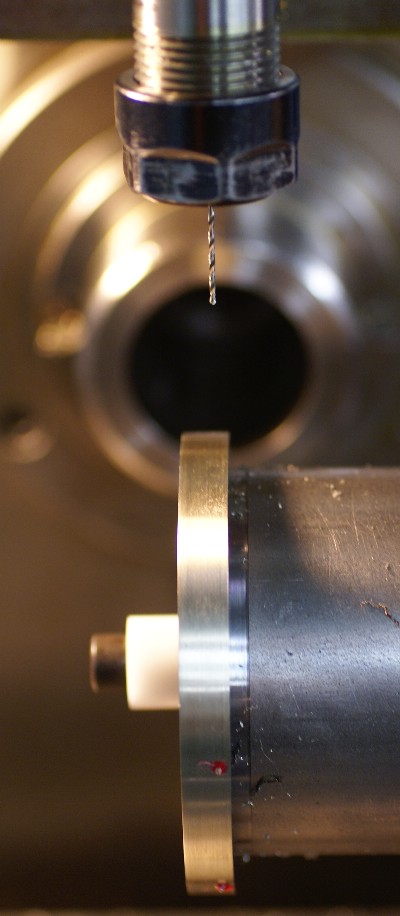
Drilling Holes for Pins
Putting on the Shine
I quickly came to an appreciation of finely finished and polished parts, something I had given little thought to before with regard to reels. Consider the reel crank on most production reels today. It is cut and simply deburred on a wheel and it’s done in a couple minutes.
On my reels, I wanted the principle parts to be as highly polished as the hardware on our Classic series rods. Polishing takes time. Lots of time! And a lot of supplies. I came to learn about and acquire a score of deburring and polishing wheels and compounds: felt, denim, sisal, hard, soft, etc.
On the handles, it took about an hour’s worth of patient handwork to file, sand and polish each to a mirror finish. Same with the feet. Hours vs. minutes. Polishing is filthy, and somewhat dangerous work, as a large wheel can snag a part and pull it out of your hands, launching it into orbit. Some pieces I have never found! So when you see fine polishing, you know that the finish is no accident. It represents substantial time, work and attention to detail.

Ditto with the sidebands and feet! There's a little me in every reel!

More safety bands. Polish, polish, polish.

Assembly
Assembly began on March 28, 2015. I had been laying out the polished and finished parts into little rows as they were completed, and at long last I could begin to put them together. The plan was to do one a night as each takes about 4 hours, but as with everything, it took longer and the last was finally assembled 4/13/2015. I was as excited to assemble the first reel as I was to glue up my first rod so long ago!

About the Box

The box design was brainstormed during a drive to see some friends in Central Pennsylvania in March, 2014. The design hearkens back to my start in the business, which was making wood rod cases I sold to local flyshops. I wanted to have a complete set, so I then made wooden flyboxes and nets. The flyboxes worked the same way, with a hinged top and magnets to secure the lid. These are made from solid delrin, bored out, with pinned aluminum trim bands.
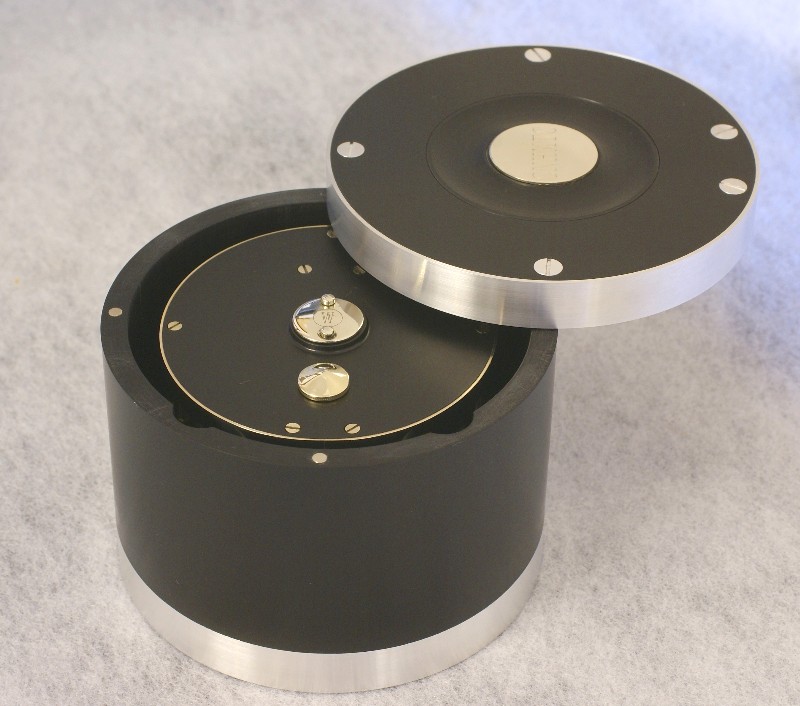
The flyboxes were gorgeous, but impractical: heavy and made of wood, when they got wet the hinge would swell, making them difficult to open. These reel boxes are probably not practical, either, but since the reel parts are all personally made, I also wanted to make a special box, and personally engrave the owner's initials. It does offer a very unique and elegant way to present and store the reel.

Learning
Did you know that silver solder has a liquidous of 1,400F? Did you know that stainless steels can be austintetic, ferritic and martinstitic? Did you know a 2-56 screw has a major diameter of .086 and root diameter of .0628? Do you know the difference between a forming tap and a cutting tap? When is it appropriate to use a spiral-flute reamer instead of a straight-flute reamer? If you don’t know these things, don’t feel bad. A few years ago I didn’t know them, either.
When I was in 7th grade, all students (boy and girls) were required to take two classes: metal shop and home economics. In home economics, you were taught how to make a grilled cheese sandwich and sew an apron for your mother. In shop class you learned how to machine, form and join metal. I loved shop class.
My father was a machinist, and one day over dinner I asked him if I could spend a day with him where he worked. He asked why and when I told him I was thinking of being a machinist, both parents cried out in horrified unison, “YOU’RE GOING TO COLLEGE.”
I once heard that working people can be divided into two groups: those that shower before work, and those that shower after. Up until the point of that dinner table event, virtually all the men in our family showered after work. My parents just wanted our generation to shower before work and be amply rewarded for their efforts.
So I went to college but through a very long and circuitous route found myself in front of a lathe, just like my father. When he died, I inherited his machinist toolbox and tools. Every day I pick up his micrometer and other tools and I think of him, and through these tools I feel a connection to his life. That connection has been one of the biggest rewards of making these reels.

That's an overview of the process! Please sign up for our newsletter to follow the progress of our next batch of reels!
Copyright 2015 J.D. Wagner, Inc.