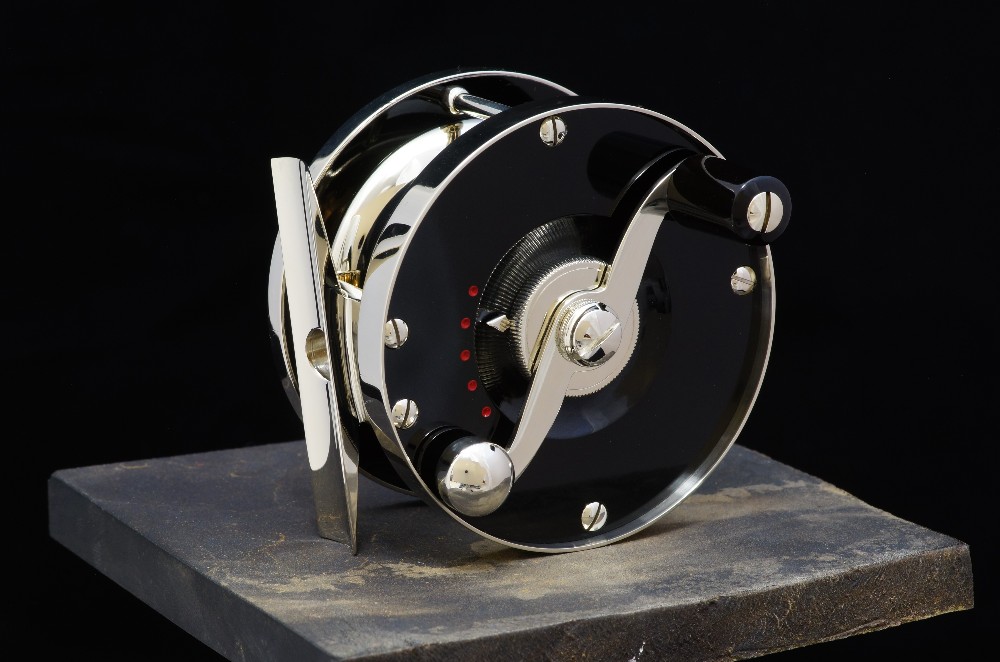
A Miserably Joyful Obsession
I set out to make these reels on November 1, 2018 with a defined set of goals which mainly focused on technical details to make them even better than the Model 2 reels, along with developing an internal detent system for the drag. Along with those goals, another was to document the process thoroughly through copious note taking and photography.
The Model 2 reels had taken about 5 years to complete in my ‘spare time’ and when I finished them I had no idea how many hours were invested in crafting them, along with developing all of the associated techniques, tools, jigs and fixtures necessary to do so. I could only take a wild guess, so my notes also meant to record how much time I was in the shop.

Another reason for the documentation was intended to help me in making the next reels, the Model 4, which will be a 3 1/8" reel for 5-6 lines. I’ve reached a stage in life where losing mental and visual acuity is a real ‘thing’ and find that if I don’t write things down, they vanish from my brain in short order. Poof! So now I have a complete record of the entire process, which will save me a ton of time moving forward.
Another goal was to avoid some mistakes I made with the Model 2. One of those mistakes was the goal of making 20 of the Model 2 reels, so I limited this batch to 15 bespoke reels. The reasoning for this comes down to time, math and money. There are 81 parts in each Model 3 reel, all handcrafted on manual machines. I learned the hard way one of the worst things that can happen is to have an accident and lose or ruin a part, and then be caught short and going back to make parts on a one-off basis.

In this batch I made enough parts to make about 20 reels. 20 x 81= 1,620 parts, all of which represent time and money that doesn’t get recouped until each reel is finished and delivered. Anything can go wrong! The slightest loss of attention and concentration can ruin a part that might have hours invested its making. For example, consider a reel foot that was snatched from my hands and hurled across the shop in the final stages of polishing and buffing. Hours of work and $8 in nickel silver ruined in the blink of an eye. When something like this happens it’s invaluable to have made ‘extra’ parts rather than going back and making a single part. In addition, if a customer should ever need a part, I’ll have spares on hand and I'm totally assured I'll have enough parts for the bespoke batch of reels and perhaps a couple more.
And so I began on November 1, joyfully making parts. I was under no deadline, felt no pressure. Indeed, anyone who orders one of these reels must understand they take as long as they take, no compromises. If anyone gets impatient or pushy, their deposit gets returned. I’m happy to say this has never occurred, and every person has been a gem about that!
But something quickly went haywire in my mind. I’m an extremely driven and compulsive person and as bags and boxes of completed parts began to fill, I began to have hopeful excitement I would have at least some of the reels completed for people to use the following Spring. In other words, I created a self-imposed deadline for myself out of thin air!

I still loved the work, putting in 12-14 hour days, 7 days a week. I was so engrossed, however, I began to love only the work and viewed every last interruption or obligation that took me away from it as an impediment to reaching my goal. And those ‘things’ made me angry, resentful and miserable.
For example, as I glance through my notes, no sooner had I got started I was called for jury duty. That lost time had to be made up. I had some problems with my teeth that required multiple visits to the dentist- more lost time. I gave up learning painting and drawing. No time! Holiday obligations came in December and that was more time, lost forever! There were other business obligations: visits to the accountant, listing and selling vintage tackle, making rods. The lathe went down which took time to fix, then the ancient DRO on the lathe died in April as I was nearing the completion of making parts.
Casimira bought us a subscription to the Cleveland Orchestra’s Winter Season. I’d have to quit early on those days, only to go to the concerts and think about the reels I wanted to be working on. You get the picture, I’m one sick puppy. Can you enjoy something so much everything else makes you miserable? Somehow, I was able to do that.
I have a new goal for the Model 4 reels: don’t get so immersed you forget to stay sane and accept things outside of the work as part of living. Be more balanced.

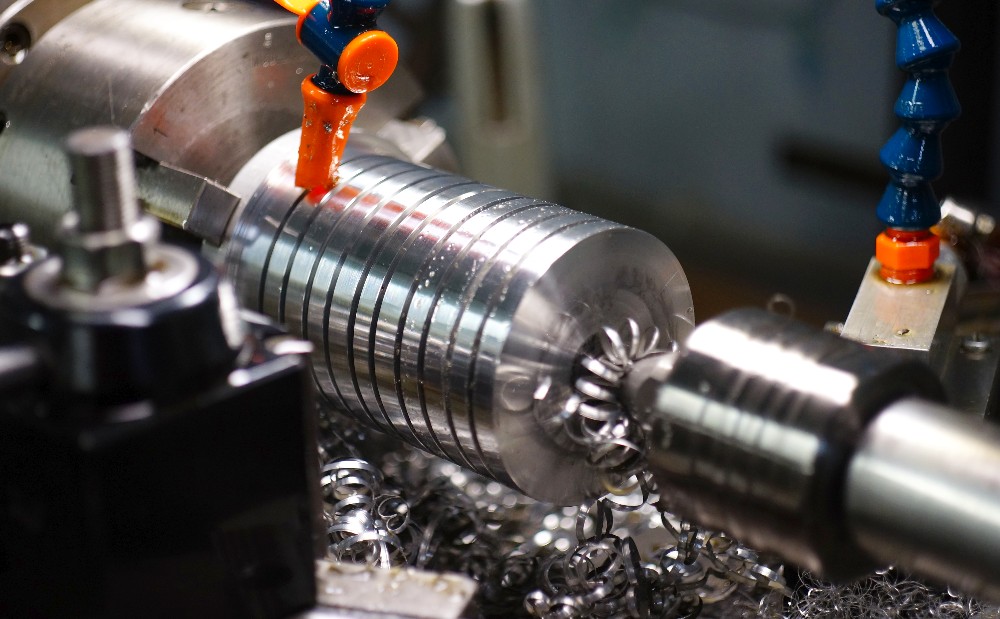
Here are some pictures of the long journey of making bench-made reels from raw materials and a select synopsis of the process. Near the end of the process an incredible amount of time is consumed in polishing all the components. I didn't take any pictures of that as there isn't much to show, but trust me, it's a tedious, filthy, time-consuming mess that I'm well suited for.
November, 2018

Raw Materials, Some Tooling and Fixtures
-Ordered tooling and materials.
I began by designing and making a mockup of this reel in aluminum. The mockup serves several purposes:
-design of the parts and as a model/pattern for their replication.
-serves as a functional check: do all the parts work as intended?
-used to field test the design
-used as a pattern for the cases, which are custom-made for a snug fit.
Parting Aluminum Sideplates for Reel Mockup
-Began turning the rubber sideplates to OD, the parted them to rough thickness. Made fixtures and jigs for various tasks specific to this reel model. Machined collets for making this reel model. Made parts using these jigs for the mockup.
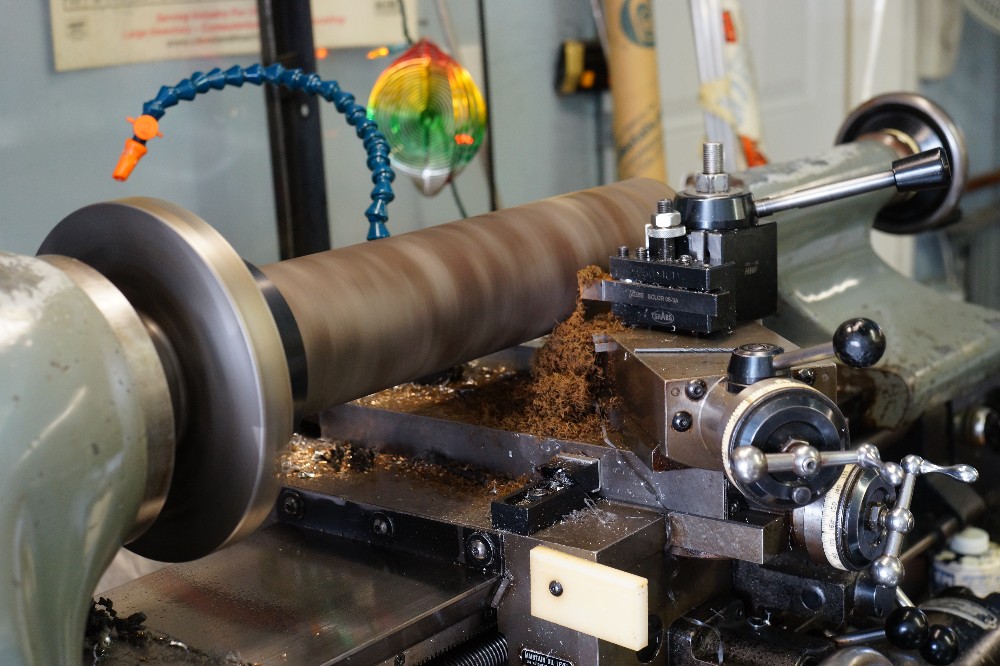
Turning Rubber Sideplate Material to Diameter

Parting Rubber Sideplate Discs on the Bandsaw
December, 2018
-Assembly of mockup and troubleshooting. I found I needed to redesign the pawl…the pawls I had made for reel Models 1 and 2 were too large for this smaller reel diameter. Of course, I probably had 100 of those pawls already on hand, and now had to redesign them! I dubbed this new design the Hayes/Downes pawl after Peter Hayes and Jim Downes, two of my heros. With the pawl redesigned, I now had to redesign and make new pawl buttons, washers and pawl screws. These pawls were made from Tobin bronze to match the gears.

Redesigned Pawls in Tobin Bronze
-Made drag parts and drag testing. Re-designed and made prototype cranks, crank screws, counterweights, and crank handles.

Drag Arms and Drag Spiders
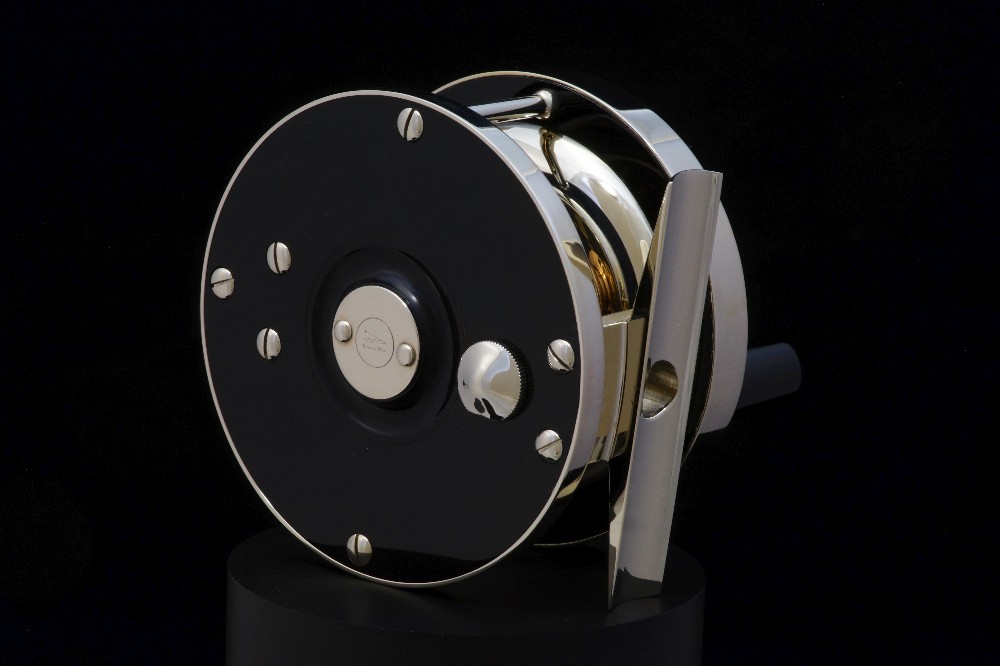
-Detent development: This was a major goal for this reel model and follows the development of the original vom Hofe reels. When I made the Model 2 reels, I found one major hassle was the original design of the Perfection drag knob. It was a brilliant design by EvH, which had a type of internal spring to provide pressure against the knob to make and hold the drag setting. However, it was very finicky. It had to be firm enough to hold a drag setting, yet loose enough to allow the drag knob to be rotated and set. With all the parts made, I was lucky to get two of these knobs assembled and tuned in a day’s work. EvH must have had these same issues and so he revisited a detent system used on earlier reels.
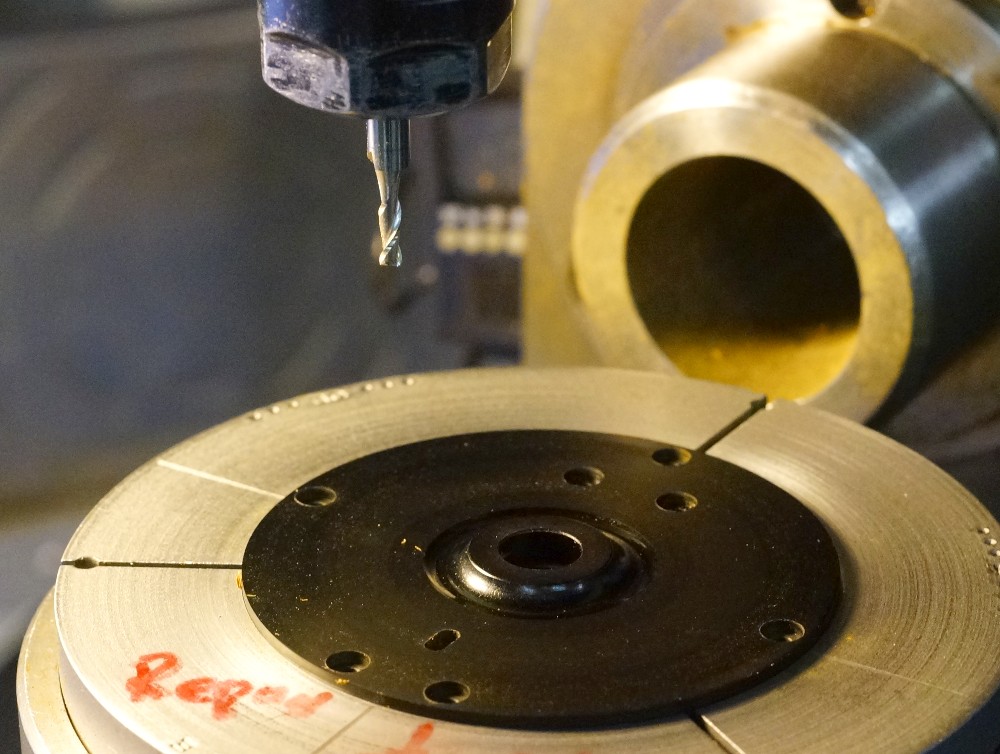
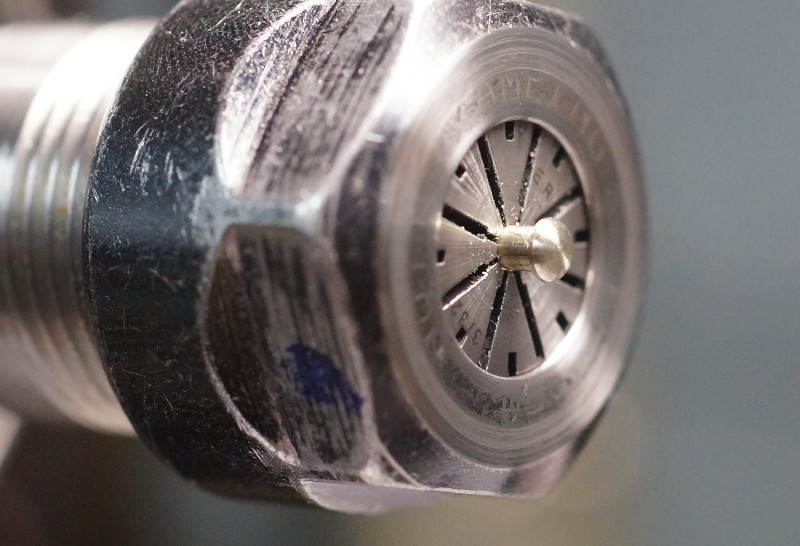
Here’s a Zwarg reel that uses the EvH detent system to hold the drag setting. Under the reel sideplate is a strip of spring temper phosphor bronze that serves as a spring. It is held on one end by a screw that is present on the outer face of the reel. On the other end of the spring is affixed a pin that goes though the sideplate and engages in a series of scallops under the drag knob, as shown.
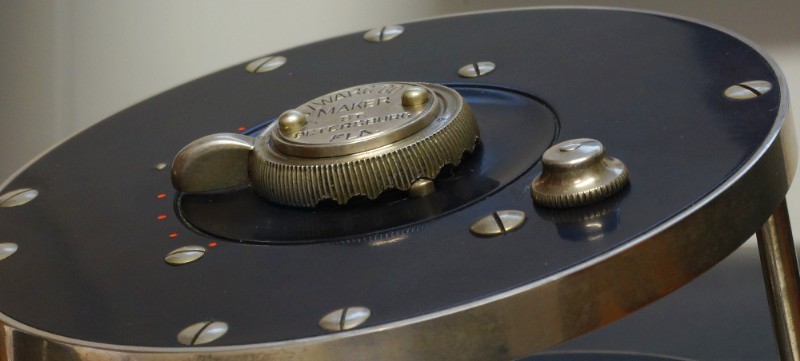
It’s quite brilliant, but I didn’t like how the presence of that screw messes with the visual symmetry of the outer face of the reel. The single screw just looks odd and out of place, so I developed my own system which is totally internal. I can’t take credit for the idea, which is one I borrowed from old M-42 automatic camera lens extension tubes, and it works the same way.
The detent system has its own virtues and limitations over the original internal spring drag knob. It can hold much more force, which allows using it for reels with a lot of drag, like the salmon reel above. It is easier to make and less finicky to get right. But this comes at the expense of each setting being predetermined. That is, the original knob allows greater sensitivity within the range instead of a fixed number of settings.
Also, notice in the picture how the screw head for the detent spring on the Zwarg reel protrudes above the surface of the plate…the head is just a little too long, or the countersunk hole a little too shallow. This sort of thing makes me nuts, so is another one of those detail things I wanted to improve on my reels. With handmade screws with a profiled head, it’s not the easiest thing to do. God, I’m a nutter…..
-Began making the feet by cutting the sheet stock into blanks. The nickel silver used to make the feet comes in a sheet 3/8” thick by 6” x 6” and each plate after sawing yields 10 feet. I bought two sheets at $80 per sheet, so I could get 20 feet…if I didn’t ruin any.
Sawing Nickel Silver Foot Blanks on the Horizontal Mill
-Began making the pillar parts

Drilling and Tapping Pillars
Making Pillar Bases
-Began making the mockup drag knob parts and detent system pins and springs and screws, etc.
-Made the mockup sideplates, spool arbor and spool sideplates.
-Blanked crank screws and knobs.

Crank knobs and screws
-On 12/25 I was finally able to test the drag system. My notes indicate I worked 12.5 hours on this day. I affixed the mockup reel in a vise, filled the reel with backing to which I added an s-hook at the end. On the s hook I hung a cup, and later a bucket, that I slowly filled with kitty litter until the drag engaged and slipped with the click in the ‘off’ position.(The click adds a bit of drag force.) I then weighed the litter and found the range went from ounces to pounds. Merry Christmas to me!

Drag Testing
I originally hoped to have the drag system utilize 7 settings from low to high, and all worked well. At the high end, one could fight a salmon! But I later found when I used rubber sideplates, instead of the aluminum sideplates used in the mockup, the highest drag settings caused the rubber to deform outwards because the rubber isn’t as rigid as aluminum, so I had to redesign the drag cams and settle for a slightly smaller amount of drag at the high end. One can still fight a steelhead at the high end, and I hope a customer does and sends me a picture.
At the end of the month I began making the sideplate screws, which ran into January. Notes indicate it took 32 hours to make 268 sideplate screws, not including forming the heads, slotting and polishing.

Pillar and Foot Screw Blanks. The heads still need to be formed, slots cut,deburred and each polished by hand.
January, 2019
-The design finished, I ordered the reel cases.
-Drag knob mounting plates made.
-Back axel bearings/bushings made. This is another one of those tweaky things I wanted to make to the highest standard possible. The bearing is phosphor bronze and the same size as I used in the Model 2 and is massive relative to its function, and much larger than what EvH used. On the Model 2’s I drilled and reamed the hole for the tail end of the arbor axel and then installed it in the backplate. Wanting to follow best practices, on the Model 3’s the bearing was press fit into the backplate and further secured with Pliobond, and then bored to size in situ to help insure the best possible alignment with the front bearing. In addition, once the reels are assembled the bearings are lapped with a special lapping compound to ensure the spool spins as smoothly as possible.
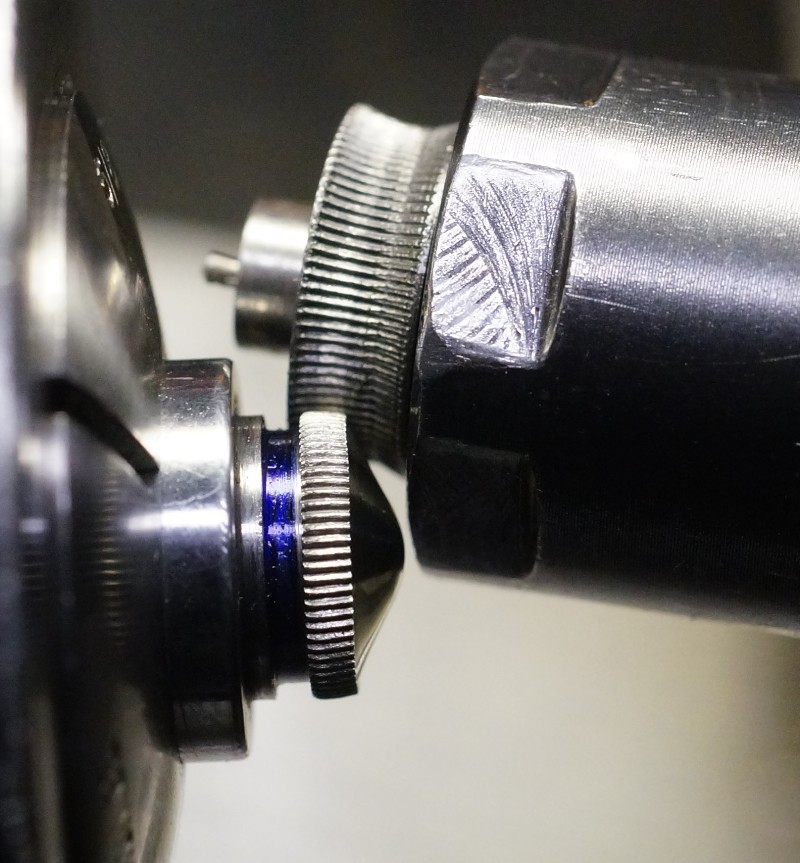
-Drag knobs made. Made drag knob bushings.
Drag Knobs and Antique Knurl
-Finished machining feet, but yet to polish them

Machining Nickel Silver Reel Feet, Many Steps from Raw Blocks to Finished Feet

More Foot Machining
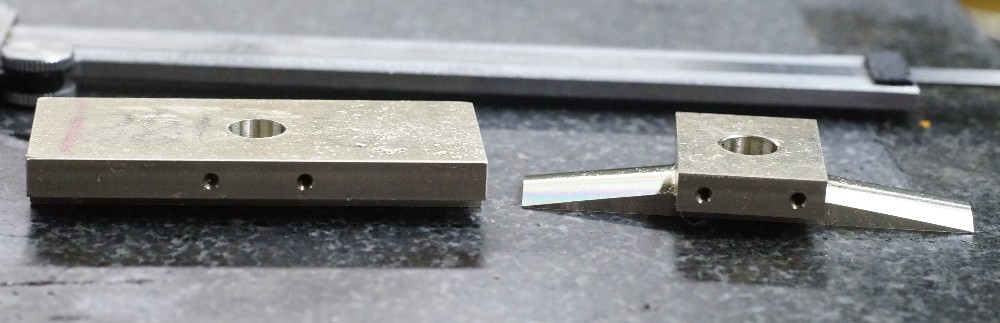
Feet Tapered from Blank
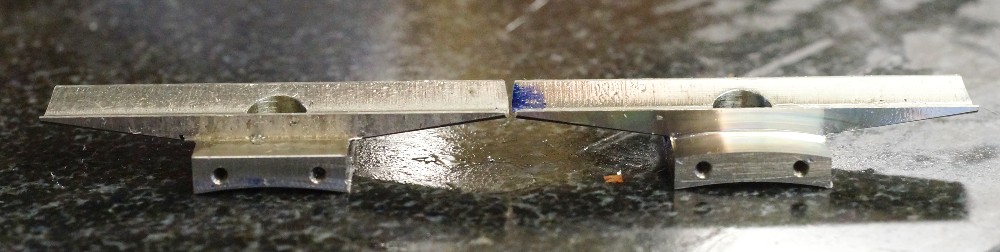
Forming the Outer Radius on a Foot, A Small but Special Extra Detail
-At the end of the month, I began making the spool arbors. This step was another in my list of goals to do better than the Model 2’s. Overall I did achieve that, but total perfection will have to wait for Model 4.
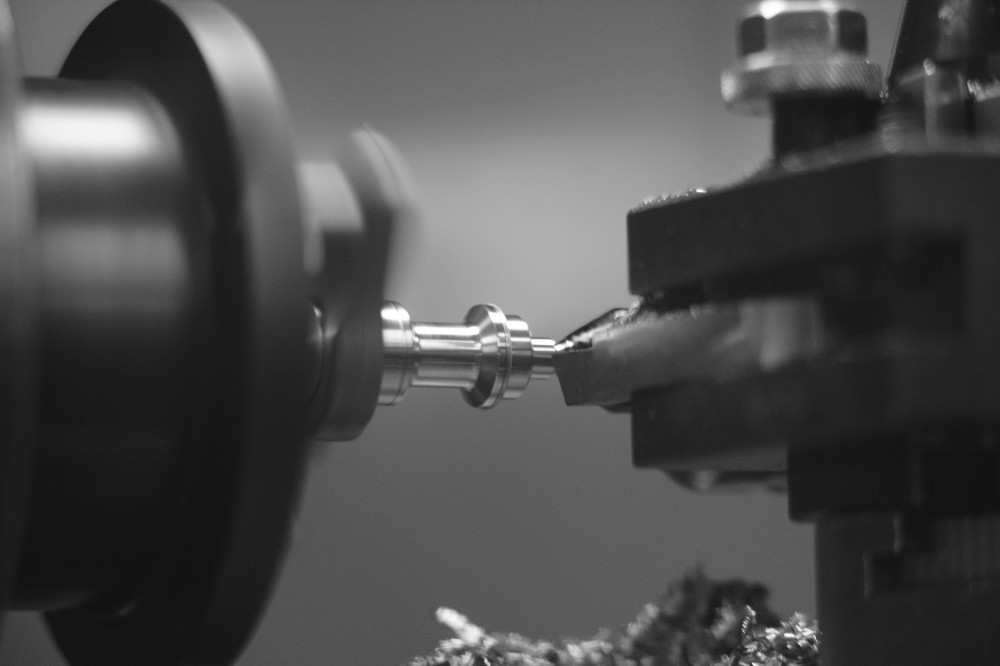
Turning Arbors Between Centers
February, 2019
-More spool arbor production.
-Crank production

Crank Blanks
-Crank screw production

Crank Screws Blanked

Crank Screw Head Formed, Knurled, Slot Cut, Polished
-Pawl on/off button production
Knurling a Pawl On/Off Button

Pawl Buttons
-Pawl screw production
-Counterweight production
-Pillar base production
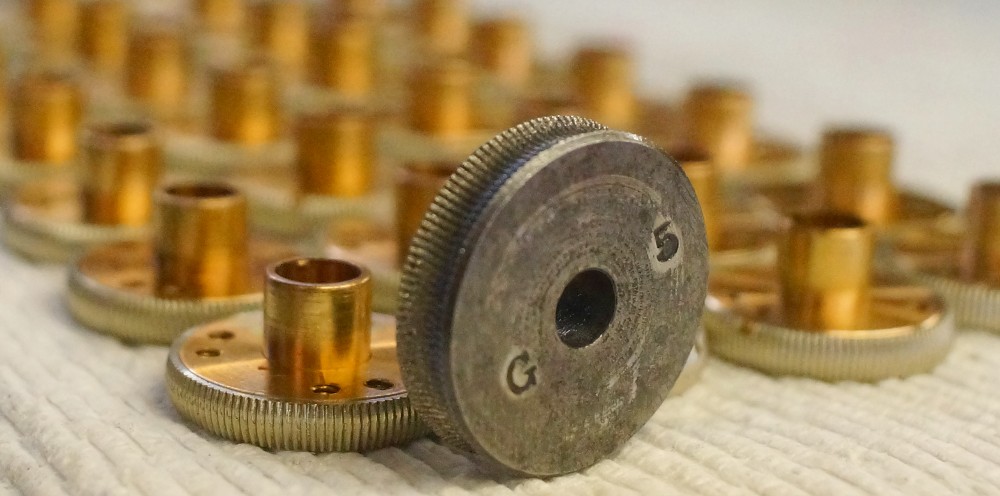
-Gear production
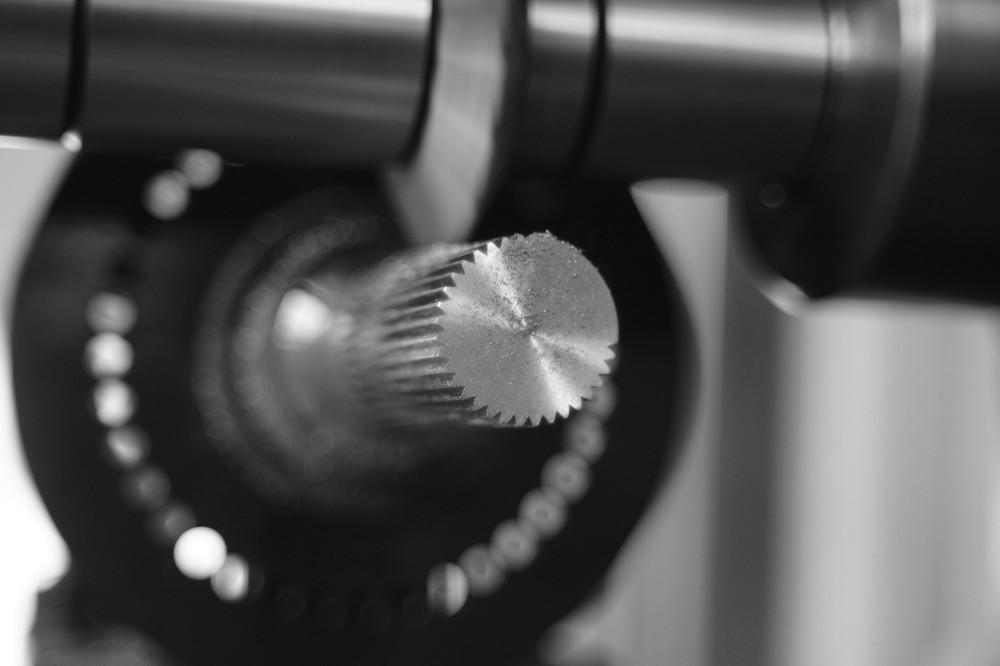
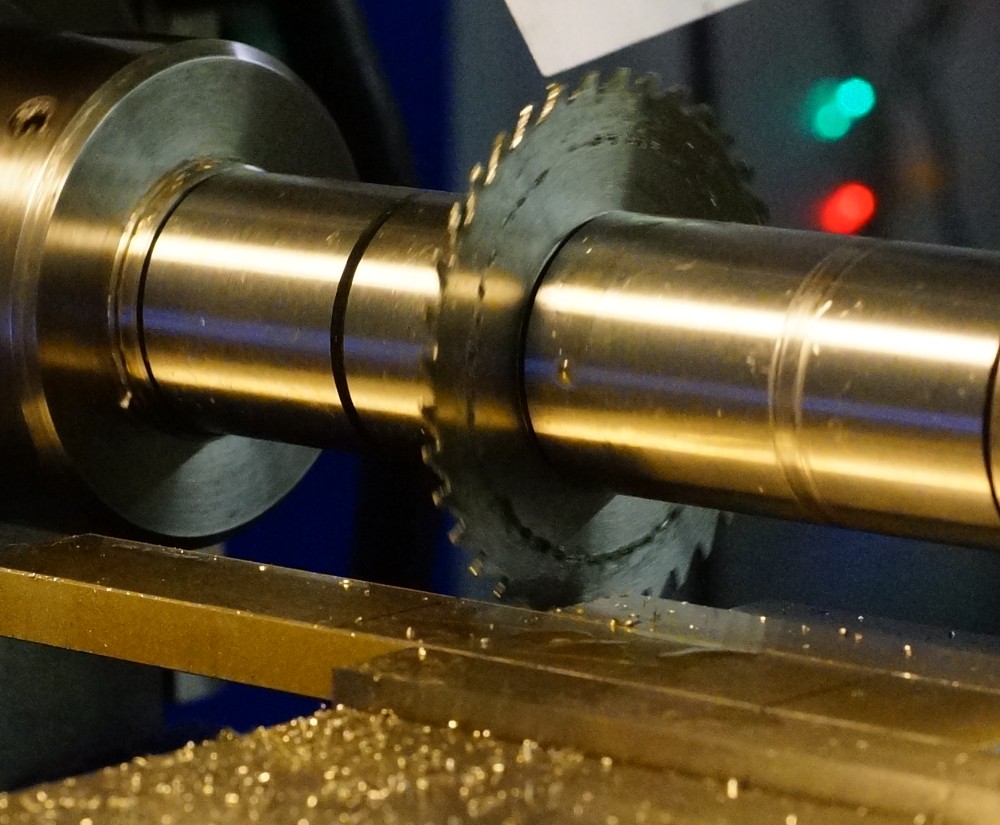
Gear Cutting Using an Indexer

Gear Making
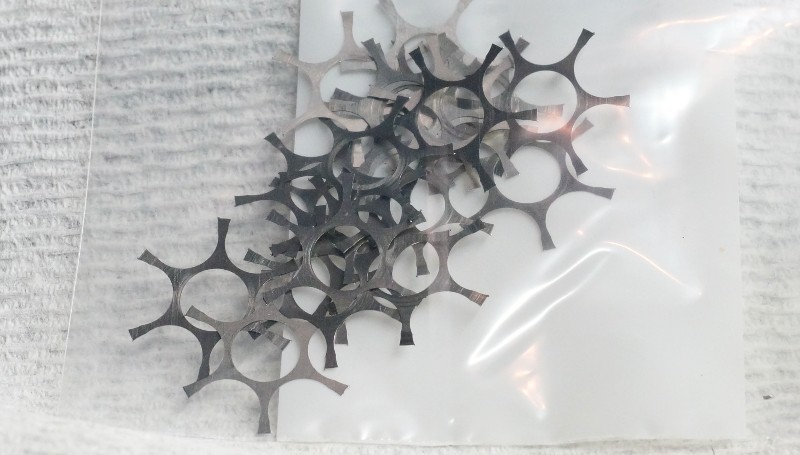
-Case plaque production
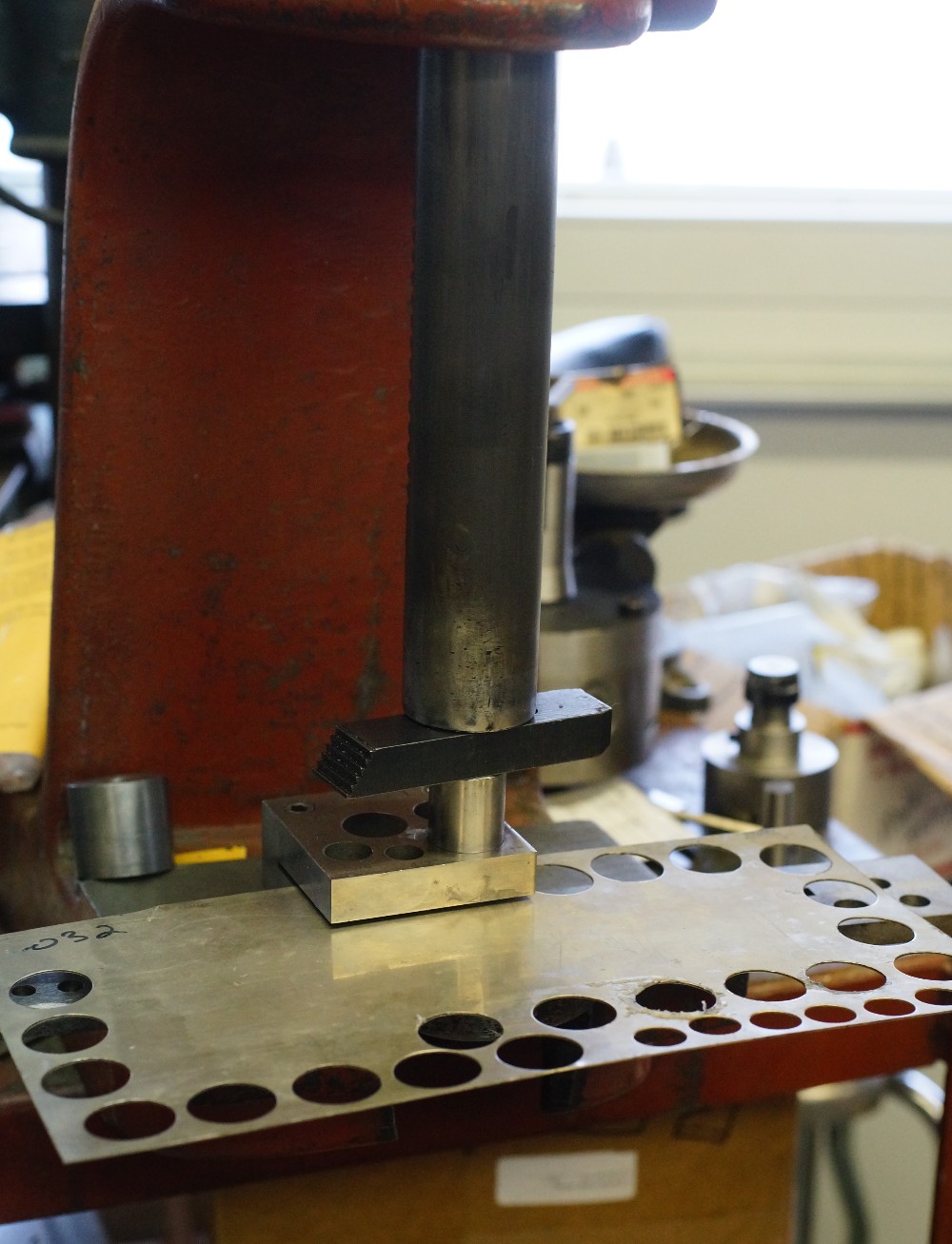
Punching Case Plaque Blanks Using the Arbor Press and Die, these need to be deburred and polished prior to engraving
-Detent pin production
-Nameplate/oil port production
-Spoolside prep and spinning
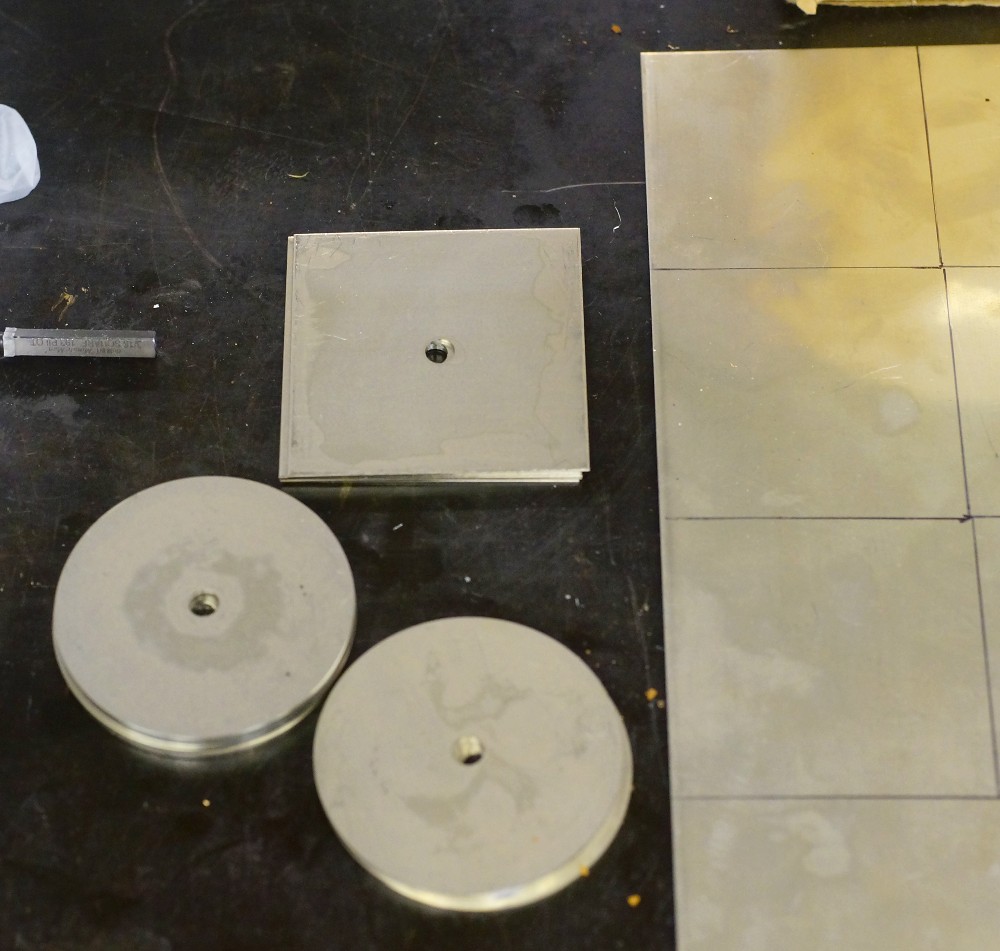
Spoolside Production: Nickel Silver Sheet Stock is cut into squares, a hole drilled and reamed, then turned into circular discs for spinning.

Spinning is a multistep process because within seconds the nickel silver work hardens before it can be spun to final form. Here a disc has undergone its first spin and must be annealed to spin it to final shape.

This is a spoolside after its been heated with a torch to anneal it for the final spin. The brown color is fire scale/oxidation that must be removed prior to final spinning, which again hardens the material. Once final spun it's trimmed to size and polished. It's an incredibly long process to get the spoolsides to their final mirror finish.
March
-Safety band production

Safety Band Production: nickel silver sheet stock is cut into strips of very precise length, rolled into a circle and the ends silver soldered together. The circles are discolored like the spoolsides from soldering, so the oxidation must be removed and the circles trimmed to exact width. I am extremely proud of my solder seams, almost invisable unless one knows to look for them. Then the bands are polished, polished, polished.
-Sideplate screw head forming/slotting/polishing
-Started final facing of rubber sideplates
-Began final sanding and polishing of feet
-Case plaque engraving
April
-More foot polishing
-Machining of rubber plates

The rubber sideplates have had their features/contours machined into them, and at this point are prepolished before the pillar and footscrews are drilled and countersunk. This is done so that the screw countersinks don't become rounded over in the polishing process.
Cutting the Pawl On/Off slot and drilling and countersinking the screw holes
-Assembling and polishing pillars

Soldering pillars: each pillar is three pices of nickel silver: the tapped pillar and two bases, which are silved soldered into a unit, then polished.
-Polishing of rubber plates
-Assemble oil port covers
The rear oil port cover is made from three pieces of nickel silver: a disc that is punched from sheet stock, deburred, pre-polished, drilled and engraved with a 'W'. There are two other pieces, a nickel silver stub and pivot. Here a pivot is being hand formed with a file. The stub and pivot are then pre-polished.

The pivot and stub are silver solderd to the disc, which of course causes fire scale/oxidation that is removed through pickling in an acid bath as shown on the right. The assembly is then re-polished.
-Model numbers engraved on feet
-Spoolside polishing.
-Drag knob assembly
-Click spring and spring holder production and assembly.
-Crank polishing
-Drilling and countersinking rubber side plates, and machining other holes and slots
-Broached cranks
-Polish rubber crank knobs
-Drag clutch redesign/production
By the end of April all of the parts had been produced, and it was time for a break to go fish. Once Spring fishing was over I had to devote my attention to rodmaking classes and so couldn’t start to assemble the first reels until August. On February 5, 2020 I delivered the last bespoke reel of the batch, 15 months after I had begun.
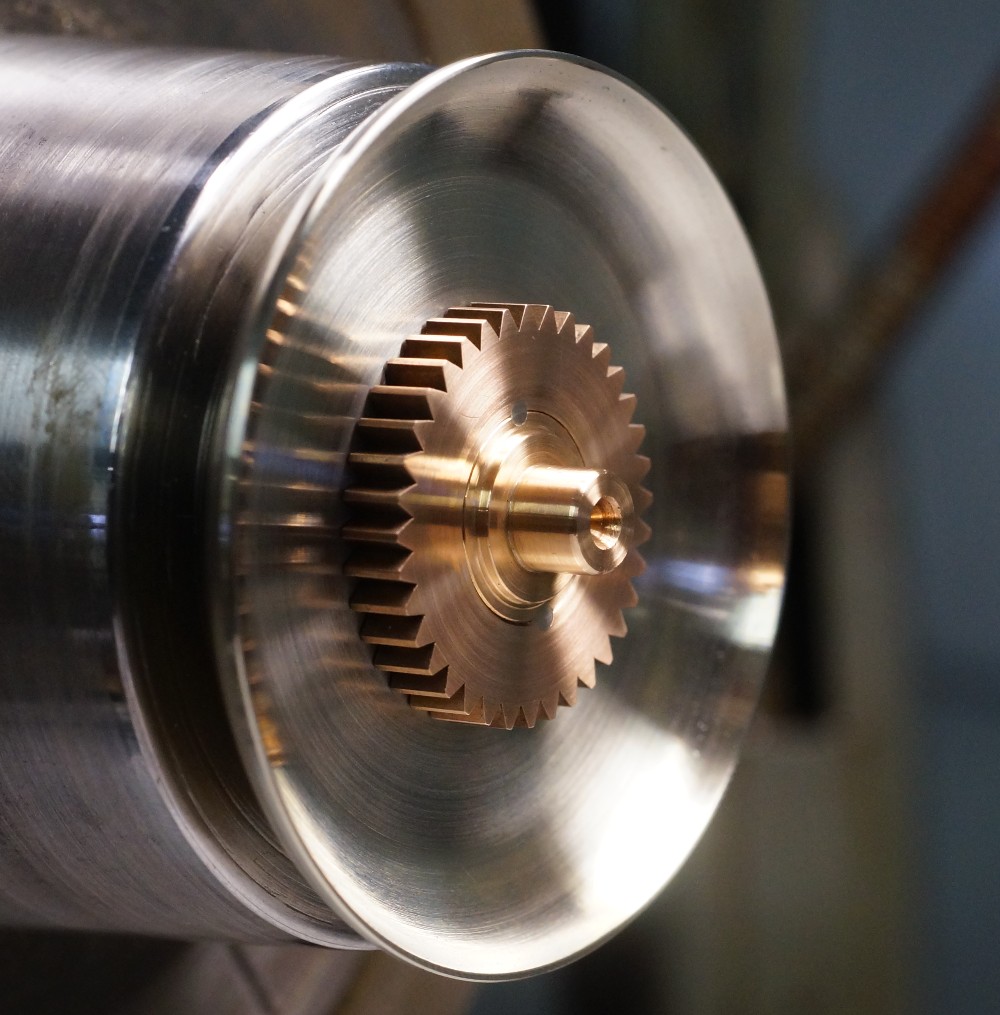
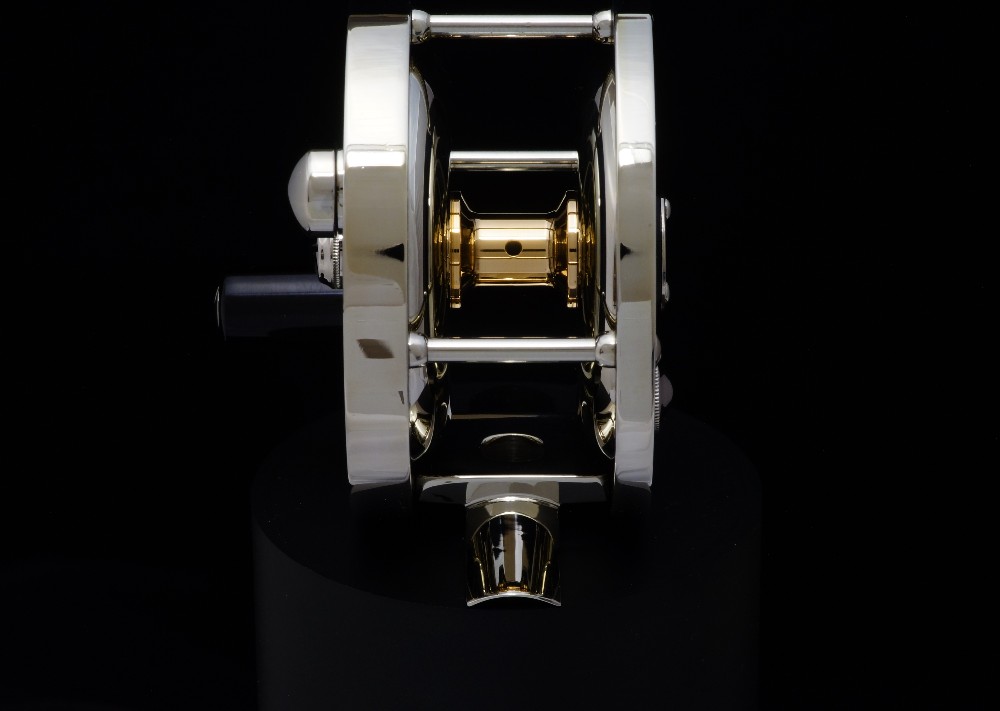
Spool Assembly: By April I had all the parts complete and began assembling reels of batches of 5. Assembly begins with sub-assemblies, like the spool shown above. The Bronze gear is heat shrunk onto the axel and further secured with two Scotch pins. Once assembled, the spool can not be disassembled except through the utter destruction of its component parts. Quality!
As I go through the notes(3 filled yellow legal pads), I have a lot of mixed feelings. I still get angry about time that was ‘lost’, but it does give me a better idea of where the time went. I feel great knowing that approaching 60 years of age, I can still put in some killer hours in the shop. I’ve found reelmaking at this age suits me better than making rods because most of the work at the lathe or mill or polishing is done at a fixed focal distance where I can compensate for my fading eyesight thru magnification.
Making this type of reel also appeals to my tweaky nature as there are so many things to obsess over. Just putting one together, polishing and repolishing all of the parts, tuning the drag and adjusting the sound of the click for each customer, final assembly wearing gloves to keep oil and fingerprints off of them…I love all that stuff. Although the design isn’t mine, I get to use a lot of creativity in the production of the tools and jigs and methods to make them.
And it also appeals to my ego. When Tomonori Higashi interviewed me about my reelmaking for the Japanese Fly Fisher magazine he said, ‘you know, you are the only person in the world making reels like these.’ I thought a lot about that statement. It does feel cool to be the only one and I’m very proud of it, but as I thought about it more my neurosis kicked in and I wondered why I was the only one.
I can’t answer why others don’t give it a go, but making reels like the originals is quite insane when other designs are so much easier and profitable to make. However, none combines function and aesthetic beauty like these and I do count them as my greatest accomplishment so far. I feel when I do leave this orb I’ve left something behind that is beautiful and functional and made to the highest standards of quality that I can achieve.

Specifications
2 3/4” Diameter, 1” wide
For DT3 and DT4 line, plus backing
7.4 ounces
Presented in Block Leather Case with Owner’s Initials Engraved in Interlocking Script
$2,400 with Pre-Deposit Please sign up for our newsletter to follow the progress of our next batch of reels!
Copyright J.D. Wagner, Inc. 2020